
TAYSAD organize sanayi bölgesinde otomotiv sektöründe çalışan ARPEK firmasında 2. sistemimizi kurduk. Döküm malzemeler üzerinde, fabrikanın tezgahlarında dişli delik açılıyor. Bu açılan deliklerin pozisyonu oldukça önemli. Bunun için deliklerdeki merkez kaçıklığı kontrol edilmektedir.
ABB robotları ile parçalar kamera önüne getirilir. Kamera kontrolleri yapılması için elektriksel tetik sinyali alırız. Bu sinyali alan VYP programımız kontrollerini başlatır. Ölçülen kaçıklık değerleri girilen toleranslar içinde ise OK verilir. Çıkışı yine elektriksel sinyal olarak ABB robotuna veriyoruz. Bu şekilde 3 vardiya şeklinde üretim yapılır ve kontrol edilir.
Bununla birlikte hem ölçüm sonuçları ve sinyallerin gidiş gelişleri log’lanır, hem de ölçümler veritabanına kaydedilir. Kaydedilen bu değerler üzerinden raporlama yapılabilir. Hangi gün, vardiya ve saatlerde, hangi model ürünlerde daha fazla RET vermeye başlamış, buradan görülebilir. Ölçümlerin standart sapması, genel kaçıklıkları bulunabilir, böylece tezgahta daha büyük sorunlar çıkmadan gerekil düzeltmeler yapılabilir.
Mikron hassasiyetinde kontrol sağlanması istendi. Bunun için yüksek çözünürlüklü kameralar, lensler ve uygun aydınlatmalar kullandık.
İstenen uygun sonuca başarıyla varınca 2. sistemi de kurmamız istendi ve onun da kurulumunu geçtiğimiz aylarda yaptık. MAVİS olarak, aynı firmaya birden fazla sistem kurmamız onların memnuniyetini gösteriyor, biz de bundan memnunuz..
merhaba kağan bey,
proje çalışmalarınızı beğenerek takip ediyorum. resideki koordinat değerlerini nasıl alıyorunuz ve ve tolerans değerlerini nasıl belirliyorsunuz resimde ki tag tan nasıl ölçüyorsunuz. bilgilendirirseniz sevinirim . teşekkürler.
Merhaba, öncelikle teşekkür ederiz ilginiz için.
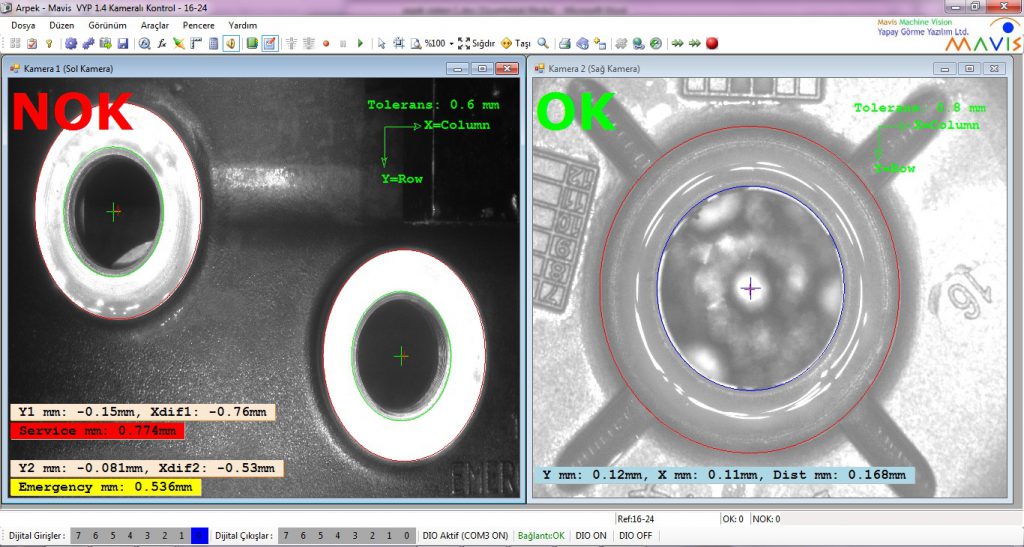
Bu projede deliklerin merkezleri kontrol ediliyor. Yani önce delikleri çeşitli yöntemleri kullanarak bulmaya çalışıyoruz. HALCON ile bazı filtreler (gray_filters vs.) uygulayarak, kontrast farkından faydalanarak bir daire buluyoruz. Ondan sonra içteki ve dıştaki dairelerin merkez koordinatlarını alıp (area_center), arasındaki mesafeyi (distance_pp) 2 eksende de piksel cinsinden kontrol ediyoruz. Tabiki toplam kaçıklığı bulabilmek için bir de farkın hipotenüs’ünden kontrol etmemiz de gerekiyor. Mesela hem x’de hem y’de 1mm kaçıklık varsa, toplamdaki kaçıklık kök2 mm olacaktır.
(Parantez içinde yazdığım şeyler HALCON’da kullandığımız komutlardır.)
Merkez farklarının tolerans değerini müşteri belirliyor. Örneğin 0.8mm’den az olmasını istediğini söylüyor. Bu durumda piksel/mm dönüşümü yaparak kalibre ettiğimiz için, 0.8mm=20 piksel oluyor ise, bulunan fark 20’dan küçük mü diye kontrol ediyoruz.
Sorunu tam cevaplayabildim mi bilmiyorum ama aklına takılan şeyler olursa yazabilirsin.
Kolay gelsin.