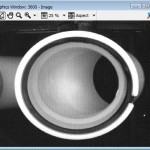
Kale Oto Radyatör Fabrikasında, Şekil 1’de gösterilmiş olan fan ürünlerinin yan yüzeylerinde eksiklik, yırtık ya da çapak oluşabilmektedir. Sistemimizin amacı, enjeksiyon makinesinden çıkan ürünlerdeki bu problemleri tespit etmektir. Sistem 1 mm boyutundaki hataları tespit edebilmektedir. Hata toleransı, operatör tarafından, program arayüzü üzerinden, dinamik olarak değiştirilebilmektedir. Sistemde 5 farklı fan modeli bulunmakla beraber tüm modeller aynı sistem içerisinde çalışmaktadır.
Sistem bileşenleri:
- İki kamera (IDS UI-1240LE-M-GL),
- Mavis Dijital I/O modülü,
- Mavis VYP yazılımı,
- Aydınlatma (Backlight),
- Windows işletim sistemi yüklü bilgisayar,
- Sensör,
- DC motor

Şekil 1 – Ürün Görüntüsü
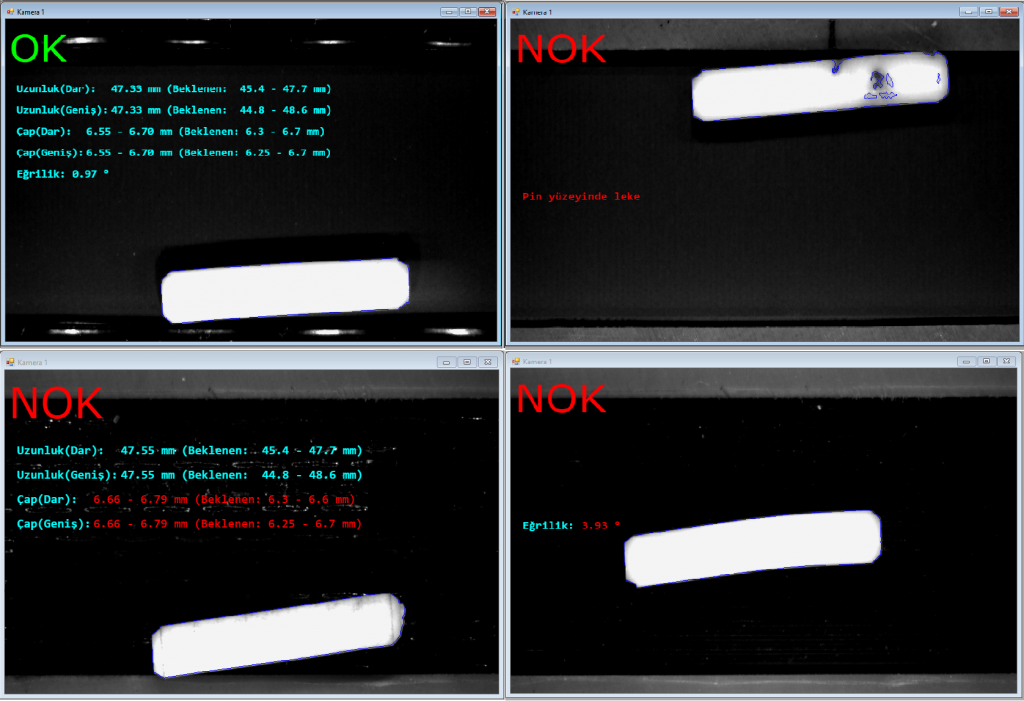
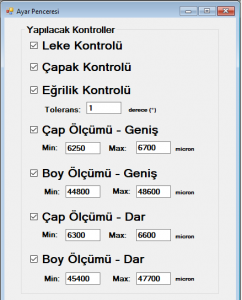
Enjeksiyon makinesinden çıkan ürün, oluşturulan döner mekanizma üzerine bir robot yardımı ile getirilir. Robot, ürünü bıraktıktan sonra sistemimize bir sinyal gönderir. Başlama sinyalini alan sistemimiz, ürünü DC motor vasıtasıyla tam tur döndürür ve bu döndürme sırasında kameralı kontrolümüz gerçek zamanlı olarak çalışır. Kontrol sonuçları, Şekil 2’de görülen program arayüzünde de gerçek zamanlı olarak gösterilir.
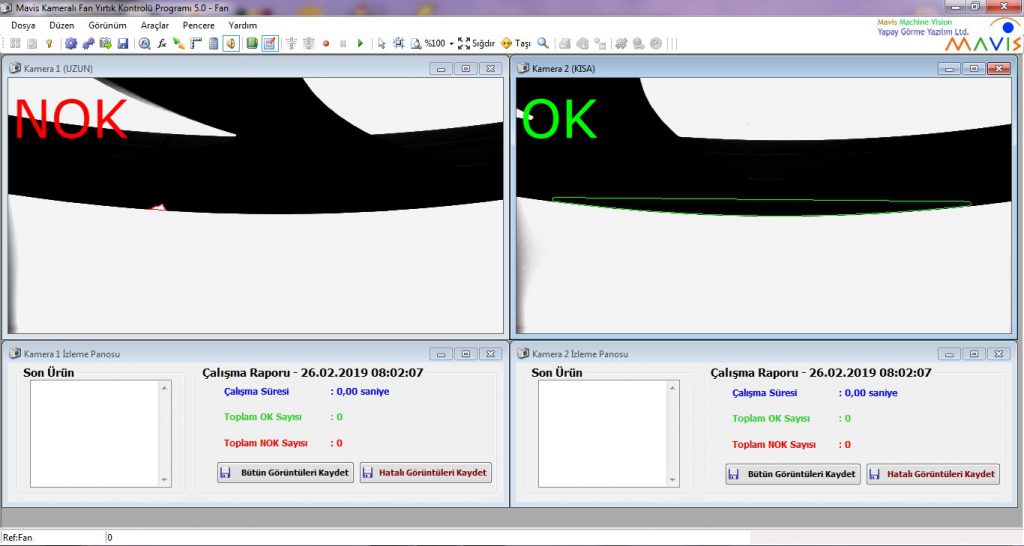
Şekil 2 – Program Arayüzü
Kontrol sonucunda Şekil 3’de de örneği gösterildiği üzere, parça üzerinde herhangi bir eksiklik, yırtık ya da çapak bulunması durumunda, robota NOK sinyali gönderilerek parçanın ayıklanması sağlanır. Üründe hata bulunmadığı takdirde de robota OK sinyali gönderilerek parçanın üretim hattına devam edebilmesi için konveyör üzerine konması sağlanır.

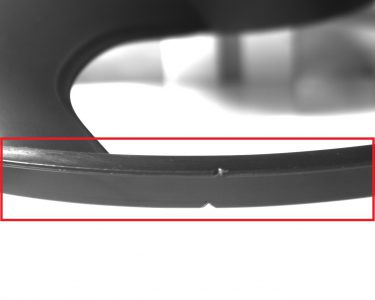
Şekil 3 – NOK Ürün Örneği